Why Electrical & Automation Systems Fail When We Need Them Most
Why Your Electrical & Automation Systems Fail When You Need Them Most
It is the ultimate paradox of manufacturing: your production floor runs flawlessly during low-demand periods, but the moment you ramp up to full capacity to meet a critical shipment deadline, things start to go wrong. Relays trip, Variable Frequency Drives (VFDs) throw error codes, and Programmable Logic Controllers (PLCs) experience intermittent faults. For plant managers and maintenance teams, this is not just frustrating—it is incredibly costly. Sudden downtime during peak production eats directly into profit margins, compromises client trust, and puts immense stress on maintenance staff. At Arush Switchgears LLP, we have identified the core reasons why systems face an influx of issues during peak hours, from thermal degradation to the "Domino Effect" of component failure
Thermal Stress and Environmental Degradation
When a factory transitions from standard operating levels to peak capacity, electrical consumption surges. This increased current draw leads directly to one primary byproduct: heat. According to Joule’s first law, the heat generated in a conductor is proportional to the square of the current ($H \propto I^2Rt$).Enclosure Overheating: In a packed control panel, multiple VFDs running at full load generate intense thermal energy. Without optimal ventilation or cabinet cooling systems, the internal temperature of the panel can scale rapidly past the 40°C threshold typical for standard automation components.De-rating and Component Fatigue: Critical components like circuit breakers, contactors, and semiconductor switches (IGBTs) experience thermal de-rating. When operated at elevated temperatures, their current-carrying capacity drops, causing premature nuisance tripping and structural degradation of contact surfaces.
Severe Power Quality Disturbances
Peak production means everything is running simultaneously, creating a volatile electrical environment. Heavy inductive loads from large motors start and stop continuously, stressing the plant's internal grid. Voltage Sags: High inrush currents from large motor start-ups cause momentary voltage drops. Logic Resets: Sensitive electronic units like PLCs may interpret a brief sag as a power failure, leading to sudden system resets. Harmonic Distortion: Extensive use of non-linear loads like VFDs introduces high-frequency harmonics into the power lines. Grid Overload: Accumulated harmonics cause severe overheating in copper cables and unnecessary tripping of switchgear. Network Dropouts: High harmonic levels can cause communication dropouts on industrial networks like PROFINET or Modbus
Accelerated Mechanical and Electromechanical Wear
High-throughput production strains physical mechanisms as severely as electrical paths, forcing components to operate at higher cycles in a compressed timeframe. Contact Arcing: Switchgear breaking higher current levels under full load creates micro-arcs. Contact Welding: Accelerated frequency of operations speeds up contact erosion, leading to high-resistance joints or contact welding. Structural Vibrations: Peak mechanical operations induce vibrations across the floor and control panels. Terminal Loosening: Vibrations slowly loosen screw terminals, creating localized hot spots under heavy current loads.
Latent Faults Exploding Under Pressure
Many issues faced during peak times were already present as minor, unnoticeable anomalies during low production. The "Weak Link" Effect: A marginally weak capacitor in a power supply might go unnoticed under minimal load. Systemic Collapse: When the system transitions to a 100% duty cycle, these weak links can no longer cope with the continuous mechanical forces and ambient heat, leading to total failure.
The Psychological and Human Factor of Peak Pressure
The human element during peak production significantly amplifies the risk of system issues. Under intense pressure, standard operational protocols are frequently bypassed. Maintenance Deferral: Routine inspections are often postponed to avoid even ten minutes of planned downtime, allowing small anomalies to snowball. Operational Overrides: Operators may manually override safety interlocks or increase speed settings beyond calibrated engineering limits. Human Error: The urgency to resume production often leads to temporary fixes or incorrect component replacements that do not meet original specifications.
Thermal Hysteresis and Component "Memory"
Even after a peak production cycle ends, the internal chemistry and physics of your components may have permanently shifted due to sustained heat. The Overload: Repeated heating and cooling cycles cause the expansion and contraction of bimetallic strips in overload relays; internal lubricants in motorized switches can dry out or harden; and capacitor electrolytes in power supplies can slowly evaporate under continuous thermal load. The Impact: Components develop "thermal memory," causing them to trip at lower thresholds than their original factory settings; mechanical switches become sluggish or "sticky," leading to delayed response times during emergencies; and the lifespan of sensitive electronic drives is drastically shortened, leading to failures during subsequent, less demanding shifts
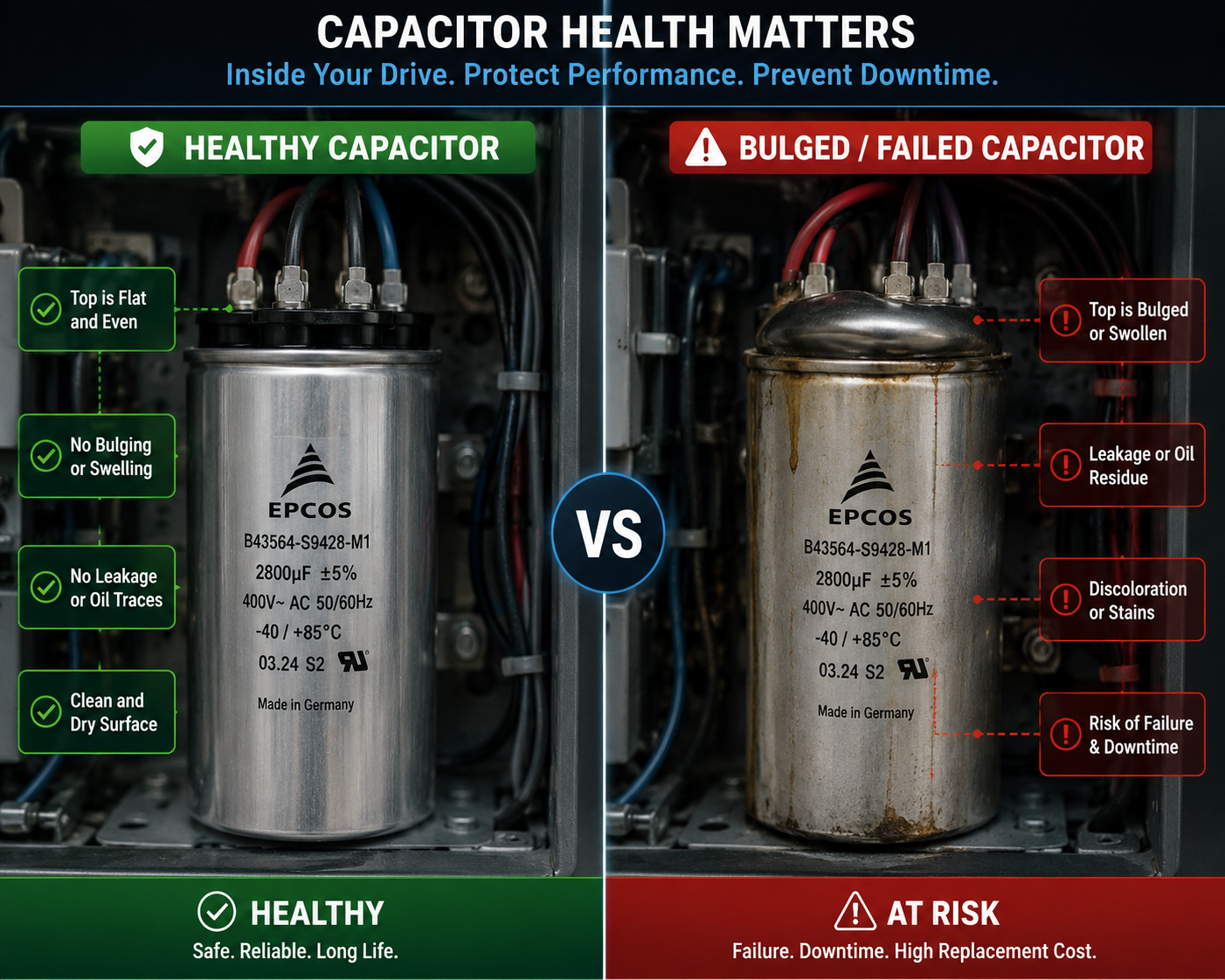
Electrolytic Capacitor Aging in VFDs and Power Supplies
The "silent killers" of automation during peak times are the electrolytic capacitors found in almost every Variable Frequency Drive and PLC power supply. The Overload: These capacitors are highly sensitive to ambient temperature; for every 10°C rise, their life expectancy is cut in half; peak production often maintains these units at their maximum rated temperature for days; and high ripple currents during heavy motor loads accelerate internal chemical breakdown. The Impact: As capacitors age, they lose their ability to smooth out voltage ripples, leading to "ghost" error codes and unstable motor performance; sudden failure of these capacitors can cause an immediate, catastrophic shutdown of the entire drive; and because this degradation is invisible, it often goes undetected until the system is pushed to 100% capacity.
Airflow Contamination and Static Build-up
During peak hours, factories often produce more airborne particulates—dust, oil mist, or metal shavings—which are sucked into cooling systems at a higher rate. The Overload: Cooling fans on VFDs and servers run at maximum RPM, pulling in environmental contaminants; filter mats become clogged faster than standard maintenance cycles account for; and low humidity in certain production zones can increase static electricity on conveyor belts and plastic components. The Impact: Clogged filters cause immediate overheating and "Over-Temp" shutdowns; metallic dust can bridge the gap between electrical traces on PCBs, causing short-circuits; and static discharge can interfere with sensitive encoder signals, leading to positioning errors in robotic arms.